Um die relativ hohen benötigten axialen Kräfte in größeren Schraubverbindungen zu beherrschen, ist es sinnvoll Schraubenspannvorrichtungen einzusetzen. Die Dunze GmbH fertigt seit über 40 Jahren sehr erfolgreich Schraubenspannvorrichtungen.
Hierbei wird die Schraube hydraulisch mit einer Kraft gereckt, die der späteren Belastung, zuzüglich einer Sicherheit, entspricht. Es gibt keine alternative Methode Schraubverbindungen derartig genau und mit den kleinstmöglichen Belastungen für die Schraubverbindung herzustellen. Unsere Schraubenspannvorrichtungen sind auch eine sehr preisgünstige Methode größere Verschraubungen zu handhaben.
Die Anzugsreibung im Gewinde, die ca. 80% bis 90% bei manuellem Anziehen beträgt, entfällt und auch die Setzkräfte sind deutlich geringer. Ein „Fresse“ der Gewinde konnte bisher noch nie festgestellt werden. Unsere Schraubenspannvorrichtungen werden aus einem hochfesten Aluminium gefertigt und sind daher sehr leicht.
Der Druckaufbau erfolgt in einem Ringzylinder. Wir legen die benötigten Hydraulikdrücke meist für einen Druckbereich von 350 bis 600 bar aus, damit preisgünstige Pumpen verwendet werden können und das Unfallrisiko minimiert wird.
Die Fläche der zum Anziehen benötigten Ringzylinder multipliziert mit dem Hydraulikdruck zuzüglich eines Sicherheitsfaktors von ca. 10 % bis 20 % entspricht der Innenfläche des abzudichtenden Geräts multipliziert mit dem Betriebsdruck oder des Prüfdruckes.
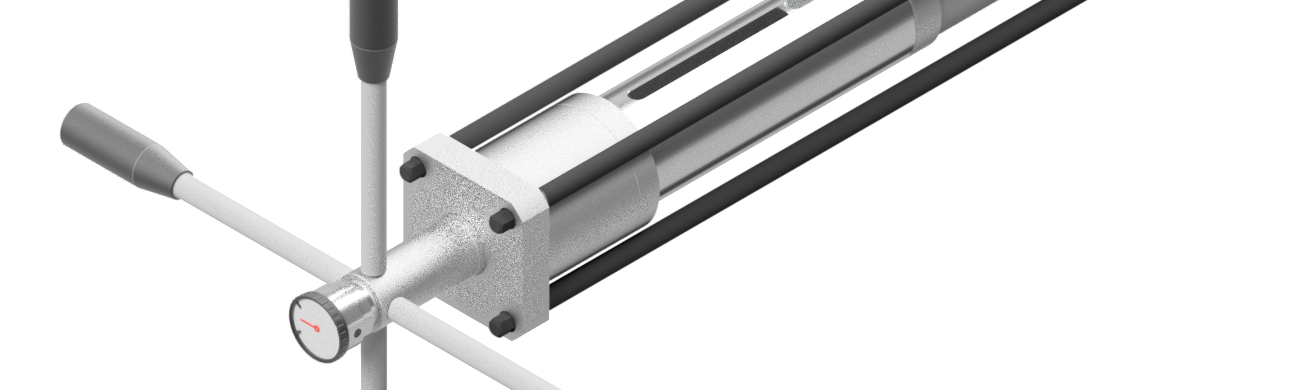
Spindle pumps are suitable for generating high static pressures in small volumes. Our spindle pumps cover all pressure ranging up to 16.000 bars. With hand spindle pumps exact pressures can be achieved with a high precision and without a stick-slip effect. The hand pump is operated by four sturdy handles. Many customs operate our spindle pumps since decades without changing seals.
Medium contacting parts are made of stainless steel. These spindle pumps are also available with a stepper motor drive, pneumatic drive or as a functional system.
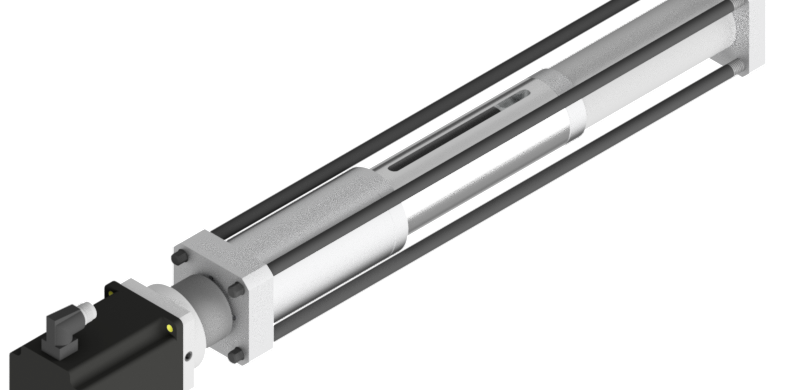
Servomotor drive of the spindle pump; 1.45 kW rated power at 3000 rpm
Total length of the spindle pumps is 2.15 m.
Recirculating ball screw installed in a spindle pump
Electric spindle pump 3000 bar, 2 liter stroke volume (left) in a fully automatic system of a cold isostatic pressing
Spindle pumps are suitable for generating high static pressures in small volumes. Our spindle pumps cover all pressure ranges up to 16.000 bars. With motor spindle pumps exact pressures can be achieved faintly with a high precision and without a stick-slip effect. The medium contacting parts are made of stainless steel.
We supply spindle pumps with stepper motor or synchronous motor with the according controlling unit. Each pump is equipped with a position sensor which precisely indicates the position of the piston. With electrically operated pumps, a higher stroke volume can be achieved than with manually operated pumps. A stepper motor with gearbox provides the required power. The design of the engine is made after consultation with our customers. By using two spindle pumps pulsation-free delivery can be achieved. The corresponding electrical control and regulation elements are provided on request.
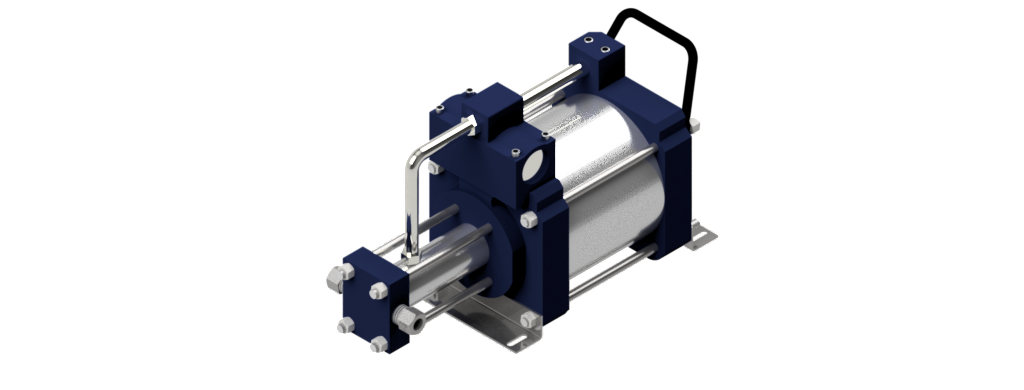
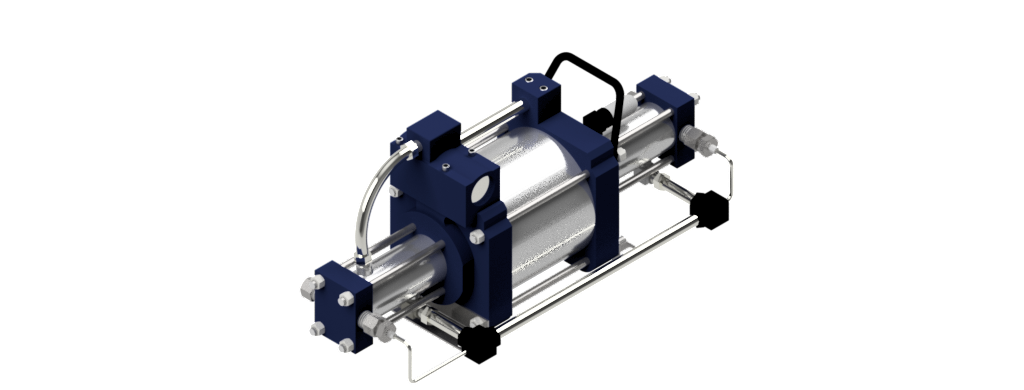
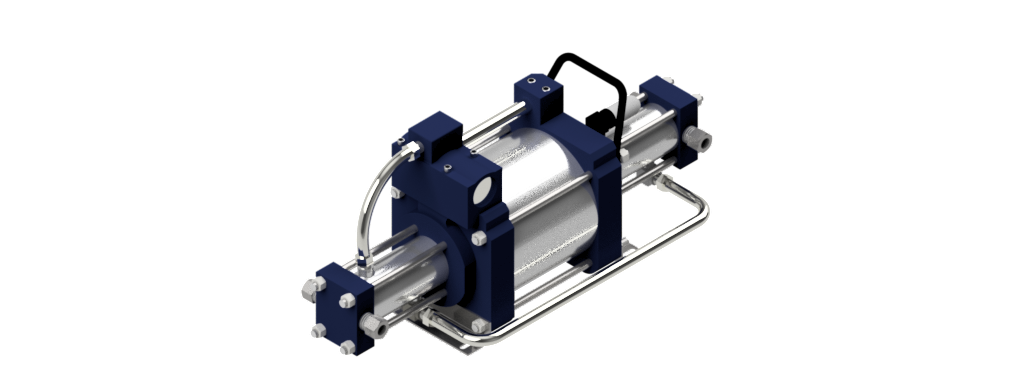
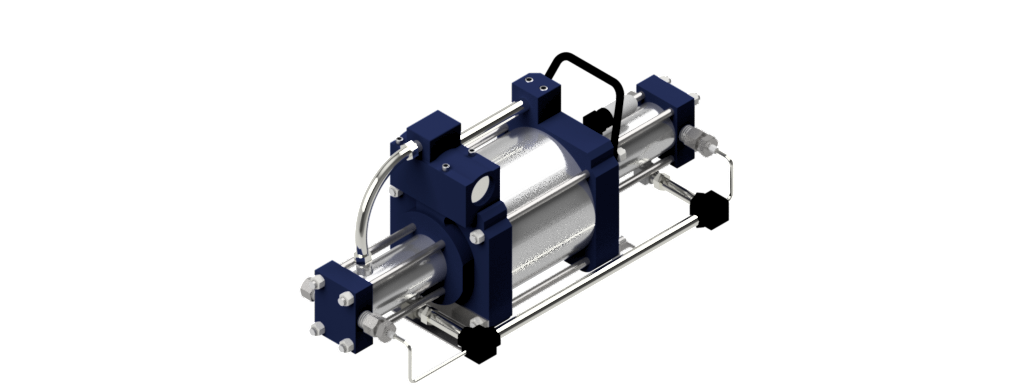
Gas boosters generate high pressures with a minimum size. The boosters work on the differential piston principle, i.e. normal air pressure, usually up to 7 bar, is guided onto a large piston and moves a small high-pressure piston. The ratio A (area) x P (pressure) of the large piston corresponds, apart from low friction losses, to that of the small piston, just like with pressure boosters. Gas boosters offer the following advantages:
Automatic standstill after reaching the set maximum pressure
Easy integration into existing systems
No energy loss during long pressure holding times
Due to the compressed air drive they are suitable for use in explosion-proof areas
Counteracting leaks in the system
Simple activation by manual or controlled valves
Gas boosters generate high pressures with a minimum size. The boosters work on the differential piston principle, i.e. normal air pressure, usually up to 7 bar, is guided onto a large piston and moves a small high-pressure piston. The ratio A (area) x P (pressure) of the large piston corresponds, apart from low friction losses, to that of the small piston, just like with pressure boosters. Gas boosters offer the following advantages:
Automatic standstill after reaching the set maximum pressureEasy integration into existing systemsNo energy loss during long pressure holding timesDue to the compressed air drive they are suitable for use in explosion-proof areasCounteracting leaks in the systemSimple activation by manual or controlled valves
Automatic standstill after reaching the set maximum pressure
Easy integration into existing systems
No energy loss during long pressure holding times
Due to the compressed air drive they are suitable for use in explosion-proof areas
Counteracting leaks in the system
Simple activation by manual or controlled valves
Gas boosters generate high pressures with a minimum size. The boosters work on the differential piston principle, i.e. normal air pressure, usually up to 7 bar, is guided onto a large piston and moves a small high-pressure piston. The ratio A (area) x P (pressure) of the large piston corresponds, apart from low friction losses, to that of the small piston, just like with pressure boosters. Gas boosters offer the following advantages:
Automatic standstill after reaching the set maximum pressure
Easy integration into existing systems
No energy loss during long pressure holding times
Due to the compressed air drive they are suitable for use in explosion-proof areas
Counteracting leaks in the system
Simple activation by manual or controlled valves
Gas boosters generate high pressures with a minimum size. The boosters work on the differential piston principle, i.e. normal air pressure, usually up to 7 bar, is guided onto a large piston and moves a small high-pressure piston. The ratio A (area) x P (pressure) of the large piston corresponds, apart from low friction losses, to that of the small piston, just like with pressure boosters. Gas boosters offer the following advantages:
Automatic standstill after reaching the set maximum pressure
Easy integration into existing systems
No energy loss during long pressure holding times
Due to the compressed air drive they are suitable for use in explosion-proof areas
Counteracting leaks in the system
Simple activation by manual or controlled valves
Gas boosters generate high pressures with a minimum size. The boosters work on the differential piston principle, i.e. normal air pressure, usually up to 7 bar, is guided onto a large piston and moves a small high-pressure piston. The ratio A (area) x P (pressure) of the large piston corresponds, apart from low friction losses, to that of the small piston, just like with pressure boosters. Gas boosters offer the following advantages:
Automatic standstill after reaching the set maximum pressure
Easy integration into existing systems
No energy loss during long pressure holding times
Due to the compressed air drive they are suitable for use in explosion-proof areas
Counteracting leaks in the system
Simple activation by manual or controlled valves
Gas boosters generate high pressures with a minimum size. The boosters work on the differential piston principle, i.e. normal air pressure, usually up to 7 bar, is guided onto a large piston and moves a small high-pressure piston. The ratio A (area) x P (pressure) of the large piston corresponds, apart from low friction losses, to that of the small piston, just like with pressure boosters. Gas boosters offer the following advantages:
Automatic standstill after reaching the set maximum pressure
Easy integration into existing systems
No energy loss during long pressure holding times
Due to the compressed air drive they are suitable for use in explosion-proof areas
Counteracting leaks in the system
Simple activation by manual or controlled valves
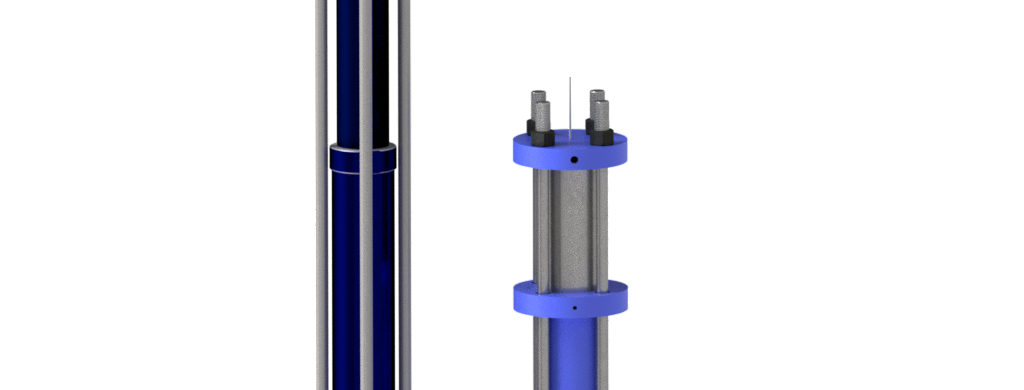
We supply pressure intensifiers for isostatic presses, autofrettage systems and a variety of other applications. The maximum operating pressure is currently 16,000 bar. The largest stroke volume delivered to date was 30 litres.
Pressure intensifiers can be used to pump liquids and gases. They are suitable for continuous and discontinuous operation. The drive is hydraulic.
We also supply the required hydraulic power unit on request. As standard, our pressure intensifiers are designed for a hydraulic drive pressure of 250 to 350 bar. The high-pressure part can be separated from the hydraulic part by a spacer (lantern) if no traces of the drive fluid may enter the high-pressure fluid and vice versa.
The overall design of the pressure intensifier allows easy installation. In the axial direction, the pressure intensifier is held by four tie rods which absorb the entire axial load.
In addition to the favourable mounting conditions, a higher degree of operational safety is achieved here. Smaller pressure intensifiers can be supplied partially single acting, or with two high pressure heads double acting for continuous conveying.